Best Aluminium Foil for Blister Packaging Options Available?
The aluminium foil for blister packaging industry is evolving rapidly. According to recent market analysis, the global market for blister packaging materials is expected to reach $10 billion by 2025. This growth is driven by the rise in pharmaceutical packaging needs, highlighting the importance of quality materials. Industry expert Dr. Emily Wong states, "Choosing the right aluminium foil for blister packaging can significantly enhance product safety and shelf life."
Aluminium foil is essential in protecting medications from light, moisture, and air. This barrier quality preserves the effectiveness of pharmaceutical products. However, the selection process can be challenging. Not all aluminium foils meet the stringent requirements for medical packaging. Variations in thickness and chemical composition can affect performance.
Moreover, sustainability concerns are prompting a shift towards eco-friendly materials. Some manufacturers are still exploring alternatives. This exploration can lead to uncertainty regarding product reliability. It raises questions about balancing environmental impact and packaging efficacy. As the industry continues to innovate, staying informed about the best aluminium foil options is crucial for manufacturers and consumers alike.

Types of Aluminium Foil Used for Blister Packaging
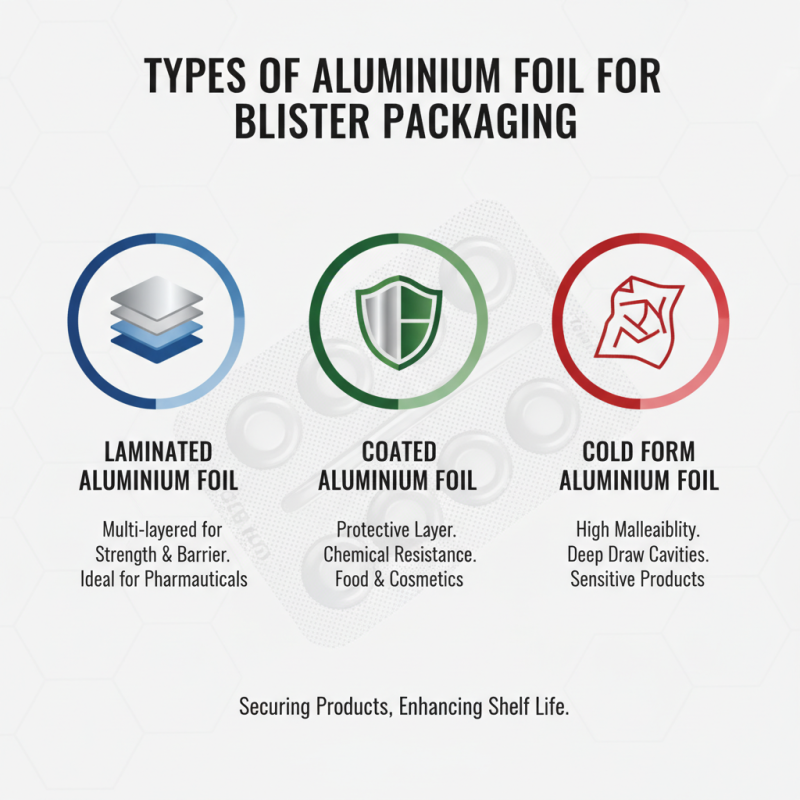
Blister packaging is a popular method for securing products while enhancing their shelf life. Various types of aluminium foil are used in this process, each offering unique advantages. One common type is laminated aluminium foil. This foil combines layers for greater strength and barrier properties, making it ideal for pharmaceuticals.
Another option is printed aluminium foil. It not only protects the products but also provides branding opportunities. This type helps in marketing while ensuring that the product inside is safe and uncontaminated. The aesthetic aspect is vital, especially in competitive markets.
Tips for choosing the right aluminium foil: always consider the thickness. Thicker foil often provides better protection. However, balance is key; overly thick foil may be difficult to handle. Check for puncture resistance too. Products requiring extra care should have a foil specifically designed to prevent damage.
Lastly, consider sustainability. While aluminium foil is recyclable, the environmental impact of its production cannot be ignored. Ask yourself whether the benefits outweigh the environmental footprint. Explore alternative options if sustainability is crucial.
Key Properties of Aluminium Foil in Blister Packaging
Aluminium foil is widely utilized in blister packaging due to its unique properties. It provides an excellent barrier against moisture, light, and air. This protection is critical for preserving the integrity of pharmaceuticals, food products, and other sensitive items. Its ability to maintain freshness and effectiveness makes it a go-to option for manufacturers.
The thickness of the aluminium foil plays a vital role in its performance. Thinner foils are more flexible but may not offer the same level of protection as thicker varieties. Balancing thickness with cost is important. Companies often struggle with this decision. The choice can impact the final product's shelf life and safety. Additionally, the ease of sealing and forming depends on the specific characteristics of the foil used. Researching these factors is essential for optimal packaging.
Recyclability is another significant factor in choosing aluminium foil. It is a sustainable option, yet many consumers lack awareness of this benefit. Improving public understanding of recycling processes could enhance the environmental impact. Moreover, the manufacturing process itself raises questions about energy consumption and waste. Continuous advancements and innovations in material science are necessary to improve sustainability outcomes in the packaging industry.
Factors to Consider When Choosing Aluminium Foil for Blister Packaging
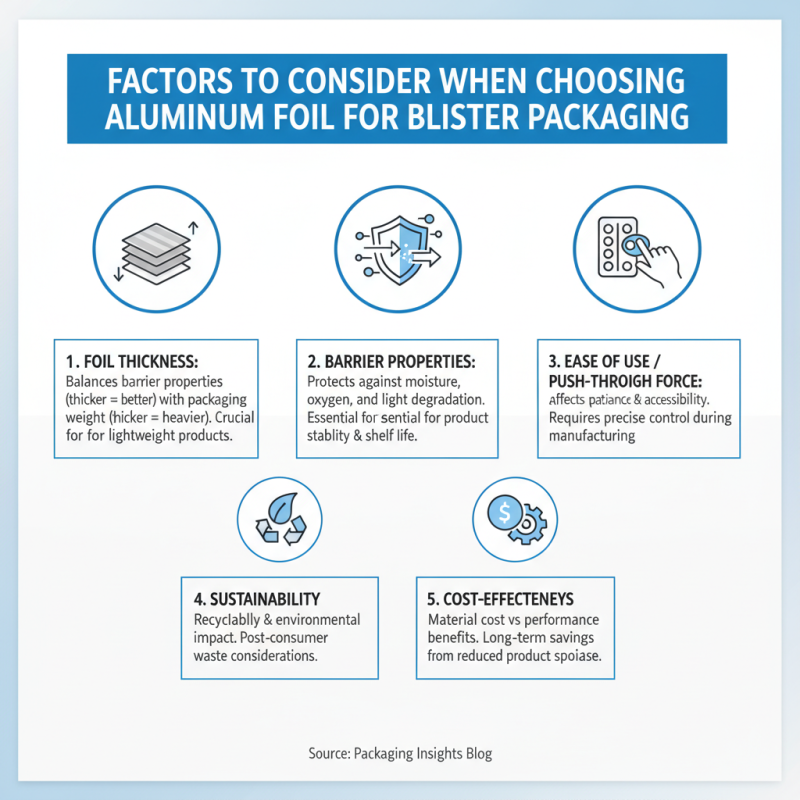
When selecting aluminium foil for blister packaging, several factors must be taken into account. First, the thickness of the foil plays a crucial role. Thicker foils typically provide better barrier properties, but they can also increase the packaging weight. Finding a balance is key, especially for products that require a lightweight solution.
Another important consideration is the sealability of the foil. It should provide a strong and reliable seal to protect the contents from moisture and oxygen. Testing different sealing methods can yield varying results. Inconsistent quality can undermine the packaging's effectiveness, leading to potential spoilage.
Additionally, printing compatibility is worth exploring. If branding is important, the foil should support high-quality printing without compromising its protective features. However, not all foils are created equal, which may require trial and error. Understanding these factors ensures that the selected aluminium foil meets specific needs and enhances product integrity.
Top Brands and Products for Aluminium Foil Blister Packaging
When considering the best aluminium foil options for blister packaging, it's important to focus on key factors like barrier properties and durability. Properly designed blister packs can effectively protect products from moisture, light, and oxygen. According to industry reports, aluminium foil with a thickness of 20-40 microns is often preferred for pharmaceuticals. This range offers a good balance between protection and flexibility.
The top brands in blister packaging typically emphasize high-quality materials. They ensure their foils meet stringent regulations for food and drug safety. However, not all products on the market live up to these standards. Some may compromise on quality for cost savings. It’s essential for manufacturers to scrutinize suppliers and conduct thorough testing of the materials used.
In 2022, the global blister packaging market was valued at over $33 billion. Growth is expected due to increasing demand in healthcare and consumer goods. Yet, with such expansion, the risk of subpar materials entering the market rises. Manufacturers need to stay informed about advancements in aluminium foil technologies. This vigilance will help maintain product integrity while meeting regulatory criteria.
Sustainability and Recycling Options for Aluminium Foil Packaging
Aluminium foil packaging is gaining attention for its sustainability and recycling options. According to the European Aluminium Association, around 75% of aluminium is recycled. This high recycling rate underlines aluminium's potential for a circular economy.
Foil packaging, often used in blister packs, can protect products while remaining eco-friendly when recycled properly.
Despite its advantages, the recycling process for aluminium foil is not always straightforward. Contamination from food residues can hinder recycling efforts. The Recycling Partnership reports that less than 50% of consumers clean their foil before disposal. If contaminated, the foil often ends up in landfills instead. This inconsistency highlights the need for better public education on recycling practices.
Investments in recycling technologies are vital. Innovators are developing methods to improve the efficiency of recycling aluminium foil, addressing common issues. With proper management and consumer engagement, aluminium foil can remain a sustainable choice in packaging. However, the industry must continually reflect on its practices to enhance overall environmental impact.